Worldia a étendu l'utilisation des freseuses FMP en introduisant le Freseuses à épaule FMP-LN Shell série.
Il est particulièrement utilisé pour la fraisage frontale de fonte et d'acier trempé, ainsi que bloc de cylindre à épaules carrées, boîte de vitesses, guides de machine-outil, lit de machine-outil et ses pièces, tête de cylindre. Il facilite le fraisage des surfaces de paroi latérale de cavité, de la rugosité à la finition, en un seul processus, grâce à sa conception unique et à sa sélection diversifiée de bords d'inserts et de grades. La fraise à épaule FMP-LN est conçue pour répondre à un large éventail de besoins des clients, y compris la rugosité de surface des pièces usinées, la précision d'usinage et les exigences en matière de tolérance de forme et de position.
Caractéristiques
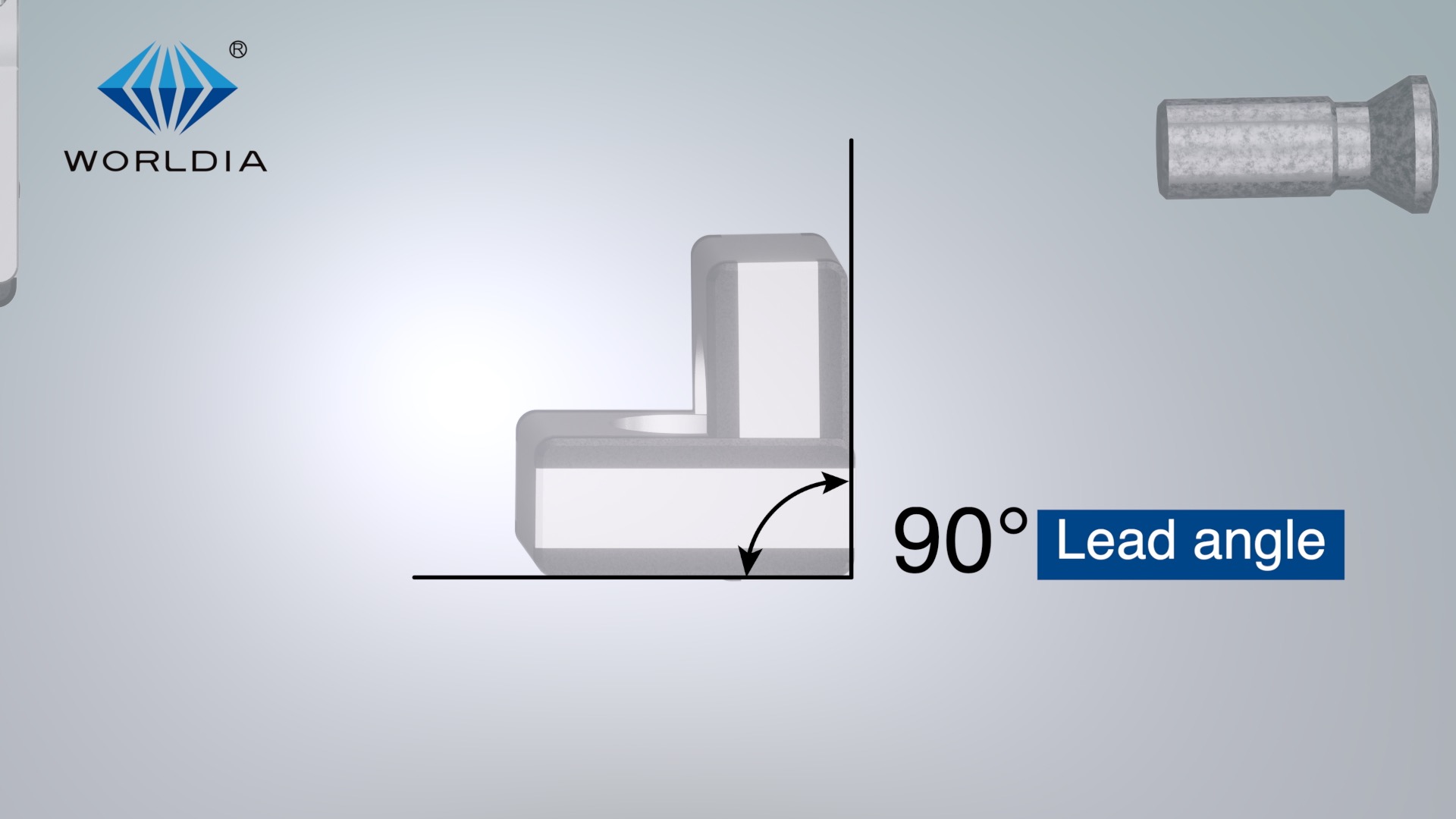
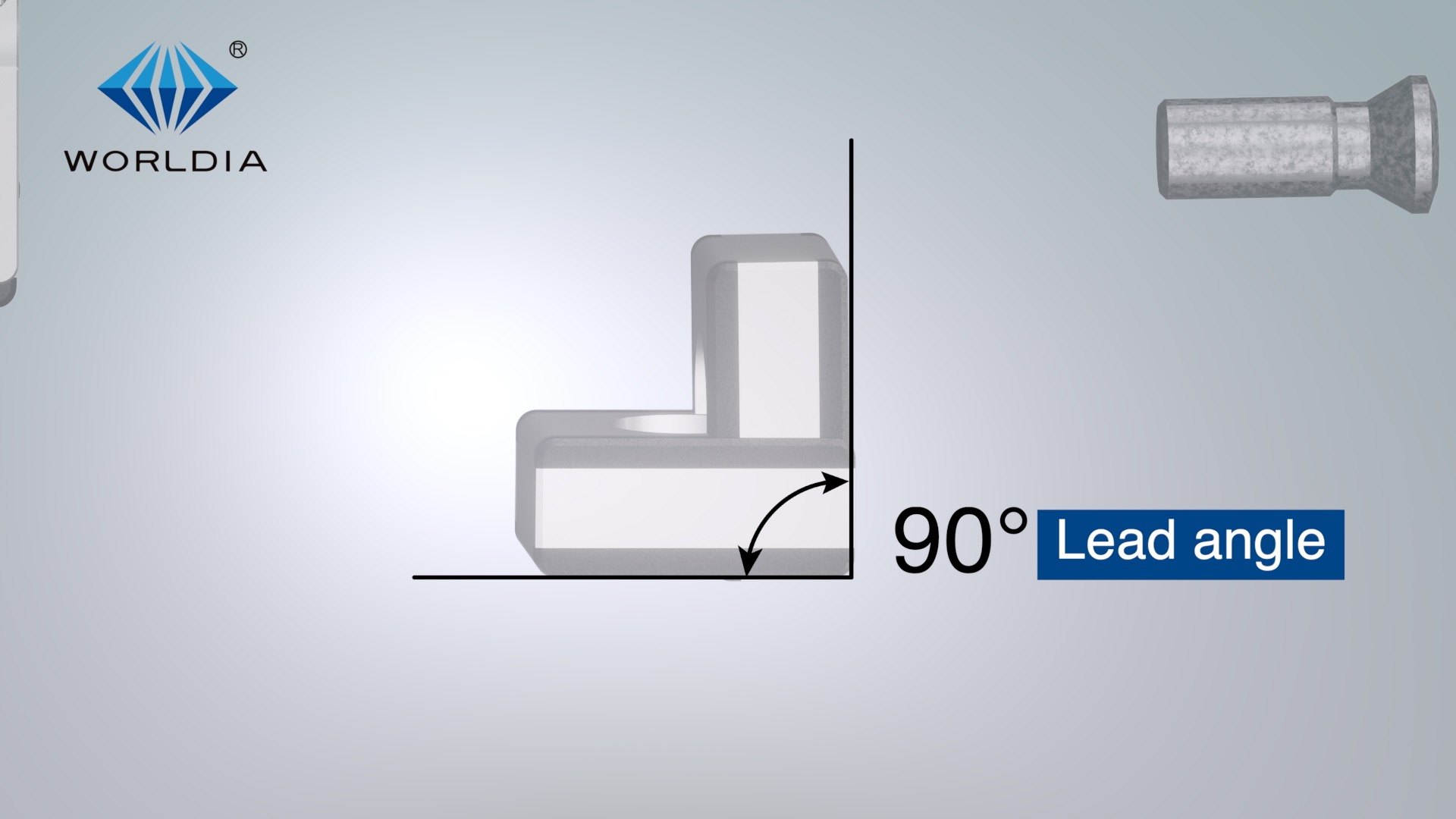
- Conception innovante de fraisage à épaule
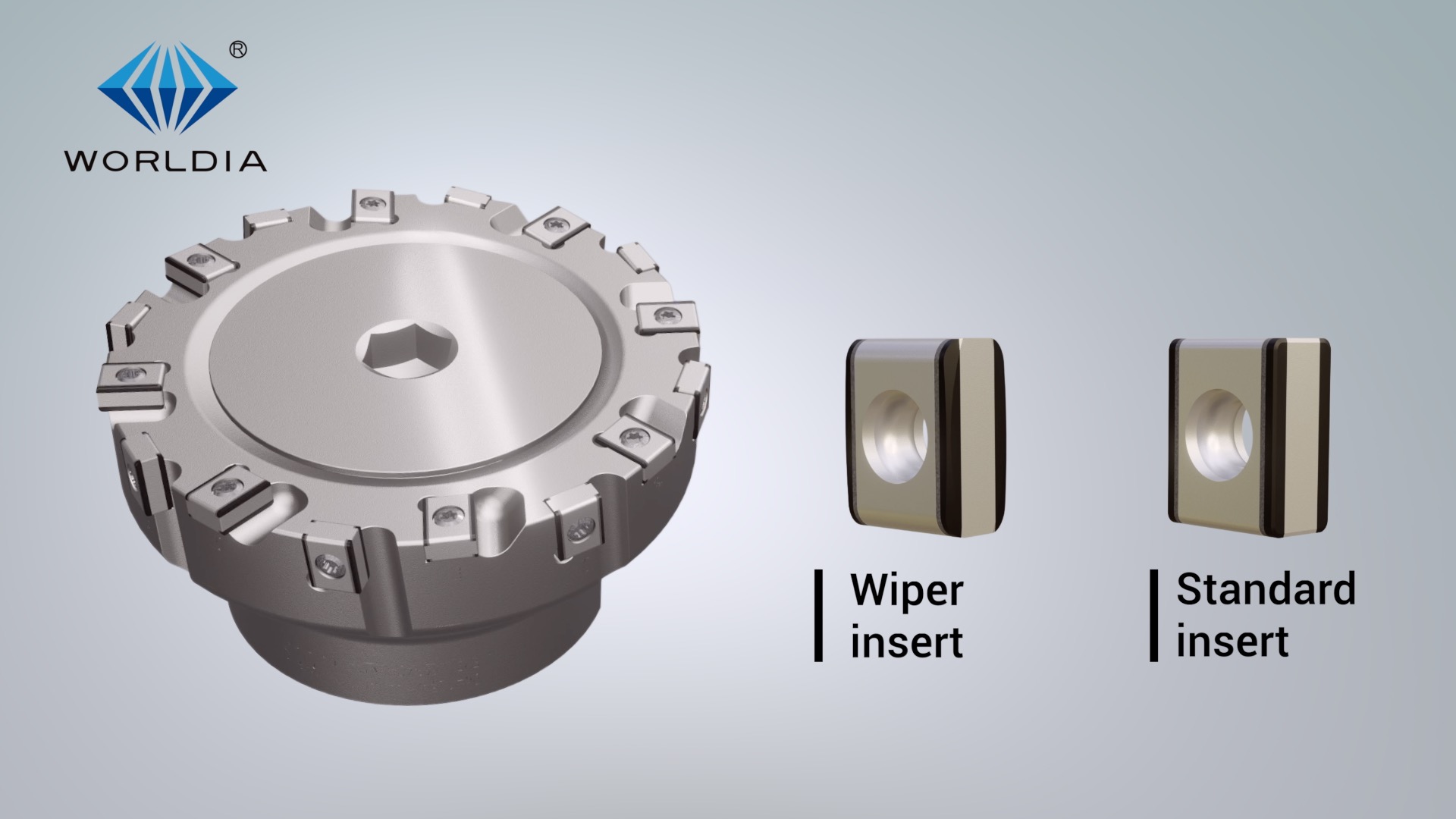
La combinaison unique d'inserts verticaux et horizontaux permet un angle de plomb précis de 90°, une fraisage épaulière et frontale vraiment précise des surfaces inférieures et des parois latérales verticales.
- Excellentes performances de haute précision
Le freseur à coque FMP-LN dispose d'un corps de coupe en acier allié forgé haute résistance. Le processus d'usinage utilise un équipement d'usinage à 5 axes de haute précision, assurant une précision grâce à un serrage unique et à une fraisage dure pour chaque maillon.
Le coupeur’ s précision de positionnement est inférieure à 0,01 mm, et l'insert de rectification de précision’ La tolérance s est également contrôlée à moins de 0,01 mm. L'outil assemblé’ s écoulement axial est contrôlé pour être inférieur à 0,02 mm pour s'assurer que la précision d'usinage répond aux normes requises.

- Facile à utiliser
Contrairement aux produits qui dépendent d'instruments de réglage d'outils pour la précision de réglage, la fabrication de précision de la coupe et des inserts assure la précision de l'outil, en alignement avec les exigences du client.
De plus, l'insert est facile à installer. Chaque insert peut être mis en service en le verrouillant simplement avec une vis à la valeur de couple recommandée. Il n'y a pas besoin d'un processus de réglage d'insertion séparé, ce qui permet de gagner beaucoup de temps et de réduire l'intensité de travail des travailleurs. Même sans conditions professionnelles de réglage de l'insert, Worldia’ Le produit permet aux clients de l'utiliser en toute tranquillité d'esprit.

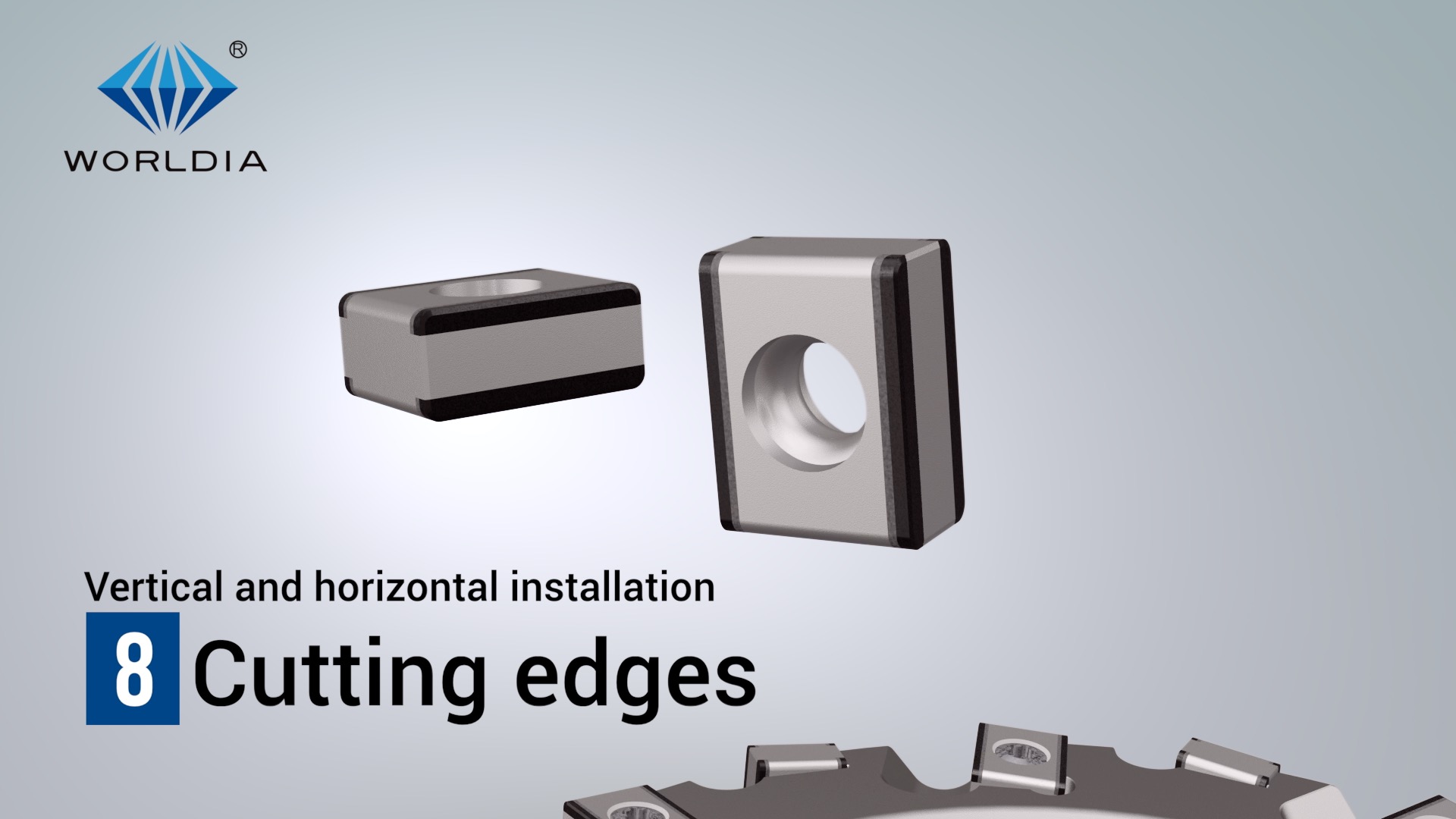
- Efficacité économique remarquable
Chaque insert est installé deux fois verticalement et horizontalement, maximisant théoriquement l'utilisation des 8 bords de coupe pour assurer une utilisation efficace de l'insert.
Cette conception réduit les coûts d'outillage pour nos clients tout en montrant les caractéristiques scientifiques, rationnelles et économiques des outils de haute précision.
- Productivité hautement efficace
Nos coupes sont disponibles dans une large gamme de diamètres, de Ф80mm à Ф250mm. La conception à dents serrées permet une fraisage d'alimentation élevée et un taux élevé d'enlèvement des métaux, ce qui entraîne une productivité plus élevée dans un processus d'usinage efficace.

- Fraisage au lieu de broyer
Coupes de haute précision, inserts pour l'installation verticale et horizontale ainsi que diverses conceptions de bord de coupe et essuie-glaces, sa conception de bord multiple avec l'insert de finition, pour construire une structure de bord de coupe à trois couches. Cette conception permet à l'outil de traiter de la semi-finition à la finition, répondant au besoin de finition de surface élevée et obtenant des résultats d'usinage supérieurs en fraisant au lieu de broyer.
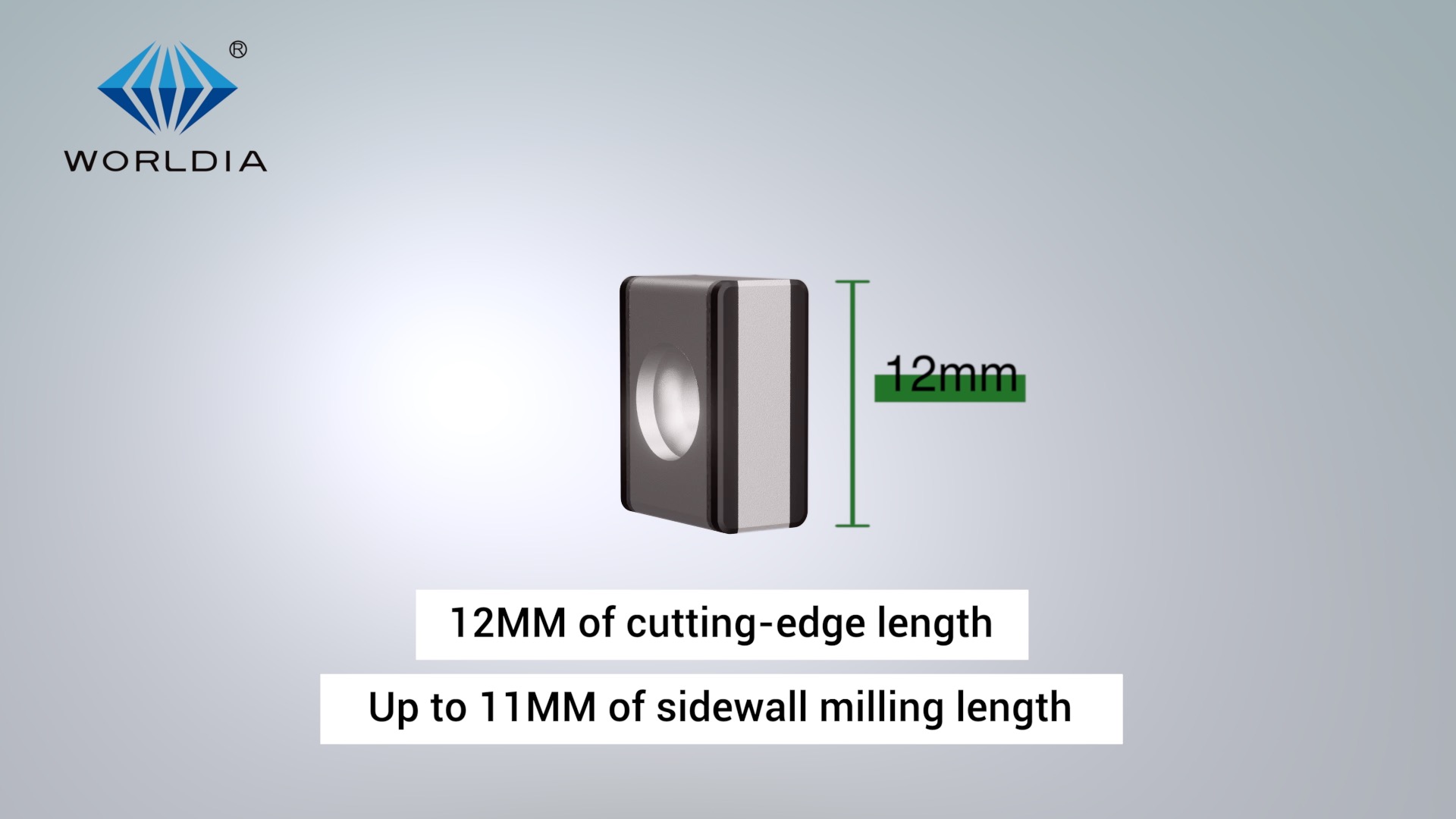
- Avantages du fraisage à bord long
L'insert avec une longueur de bord de 12mm peut atteindre une longueur de fraisage de paroi latérale jusqu'à 11mm, ce qui est particulièrement adapté pour l'usinage efficace des parois latérales de cavité.
- Large gamme d'applications
Les freseuses FMP-LN offrent une large gamme de conceptions de bords et d'inserts en PCBN et en carbure pour un large éventail de conditions d'usinage, de la rugosité à la finition, dans les matériaux en fonte et en acier trempé.
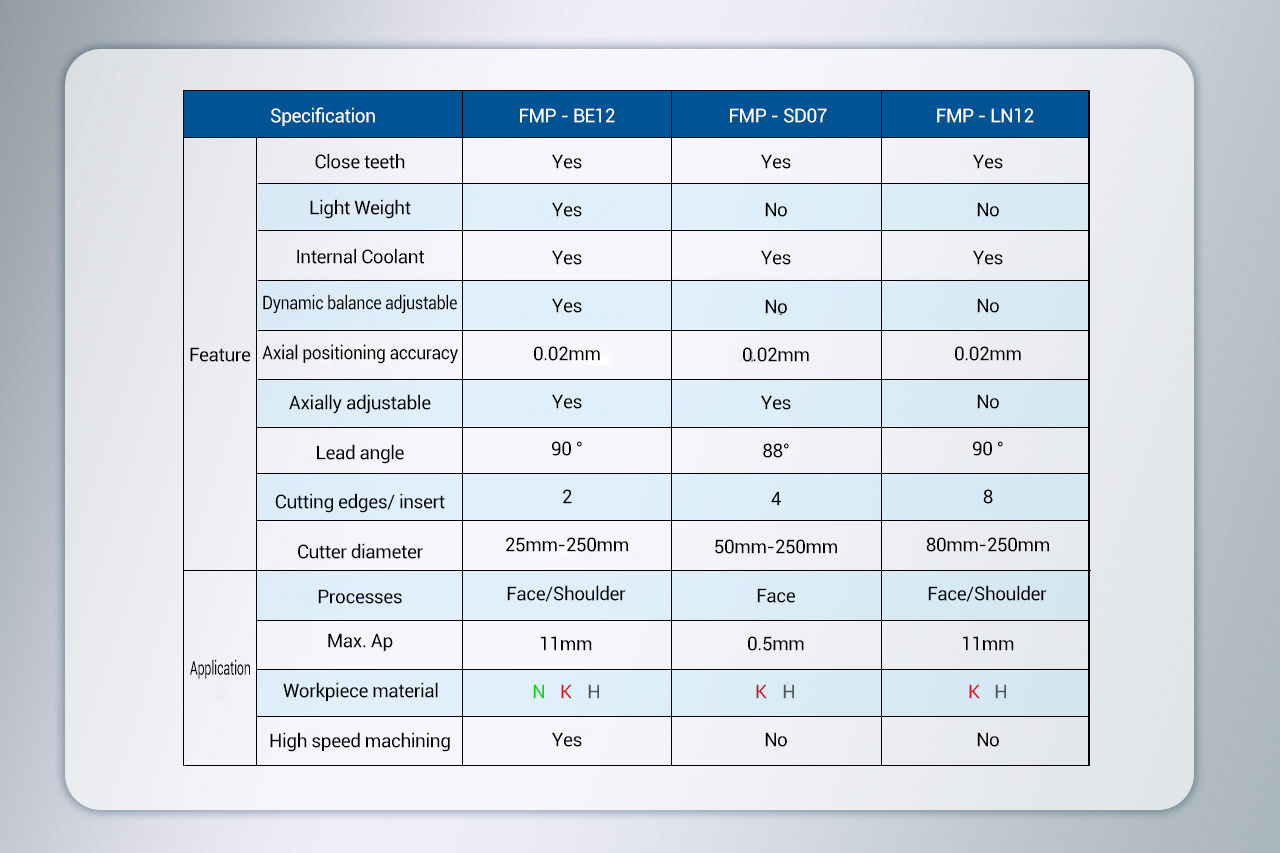
SPÉCIFICATION
-
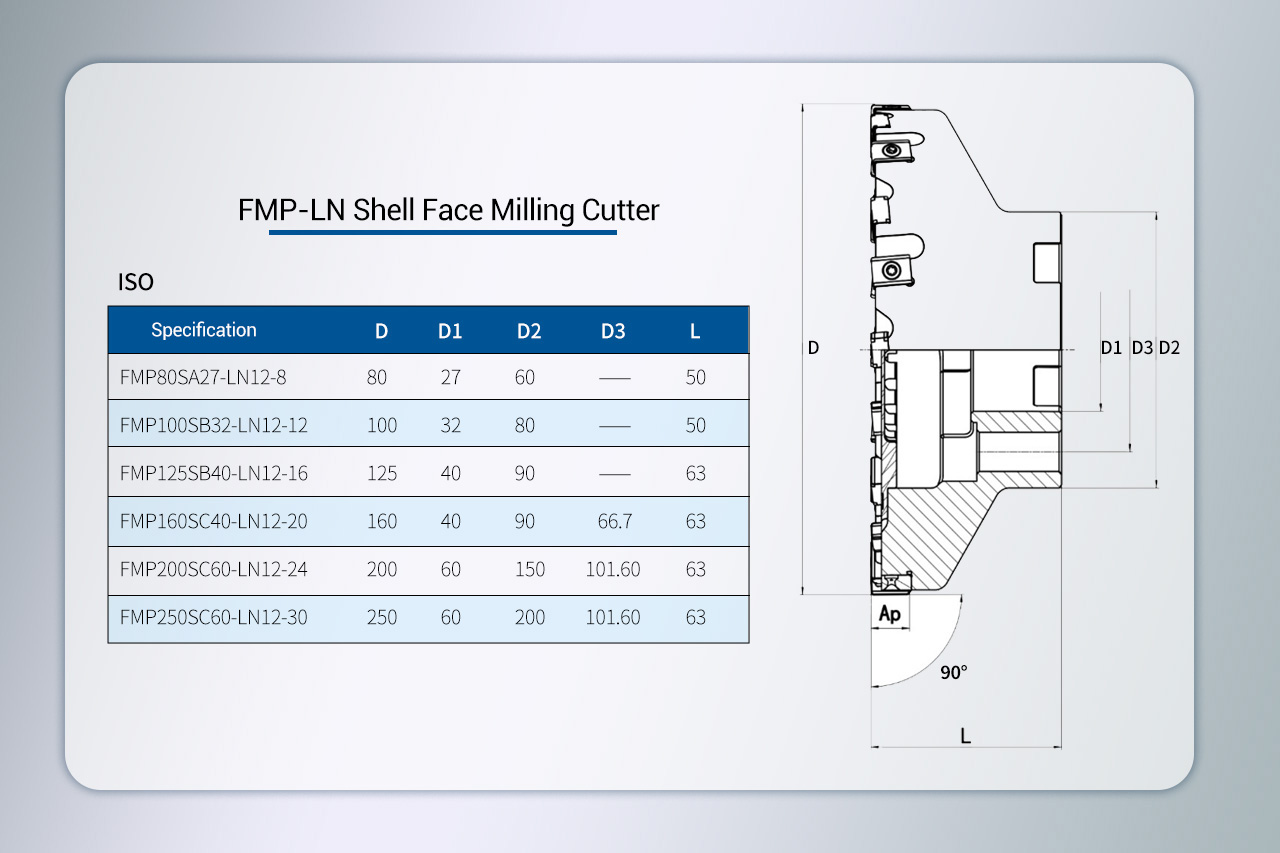
- Spécification du freseur

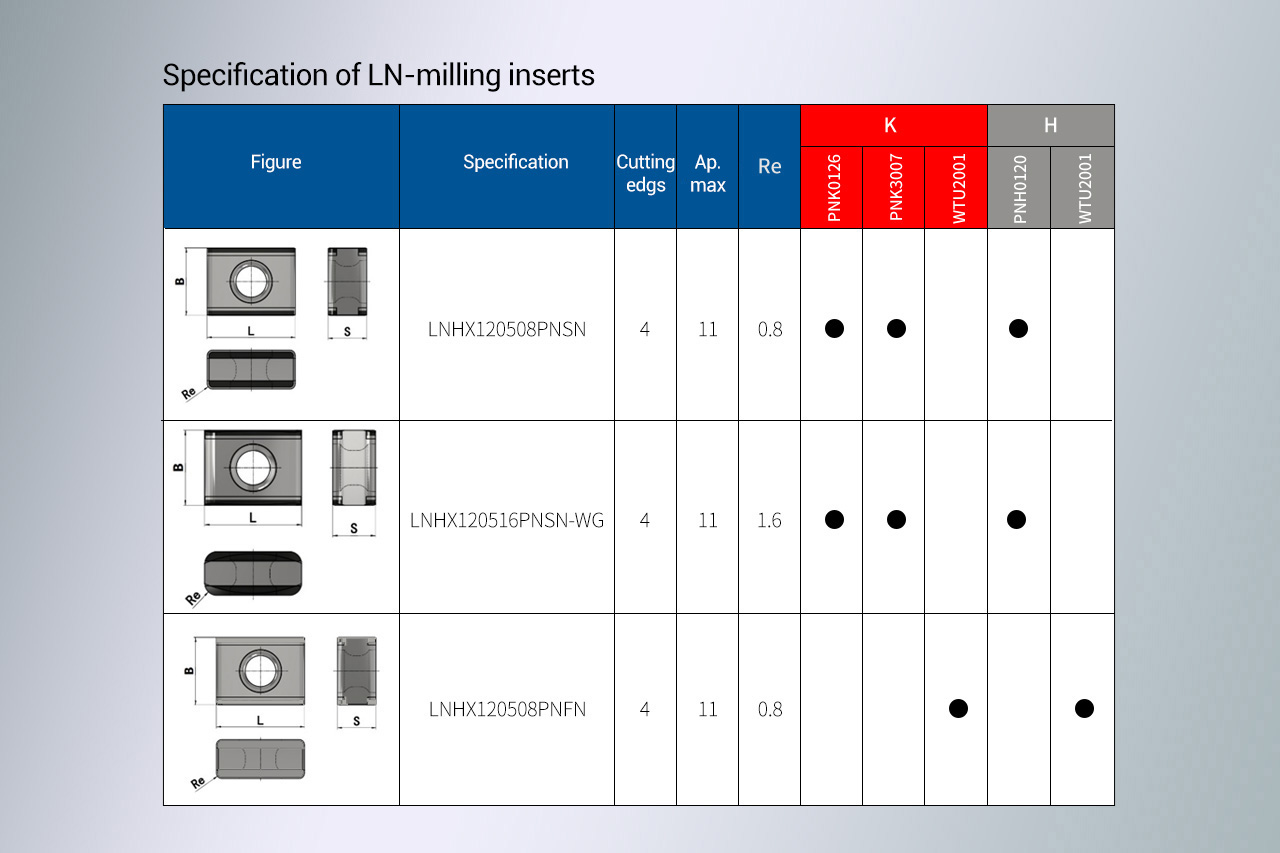
- Spécification de l'insert de fraisage
-
Application

- Exigences du client
- Spécification du freseur
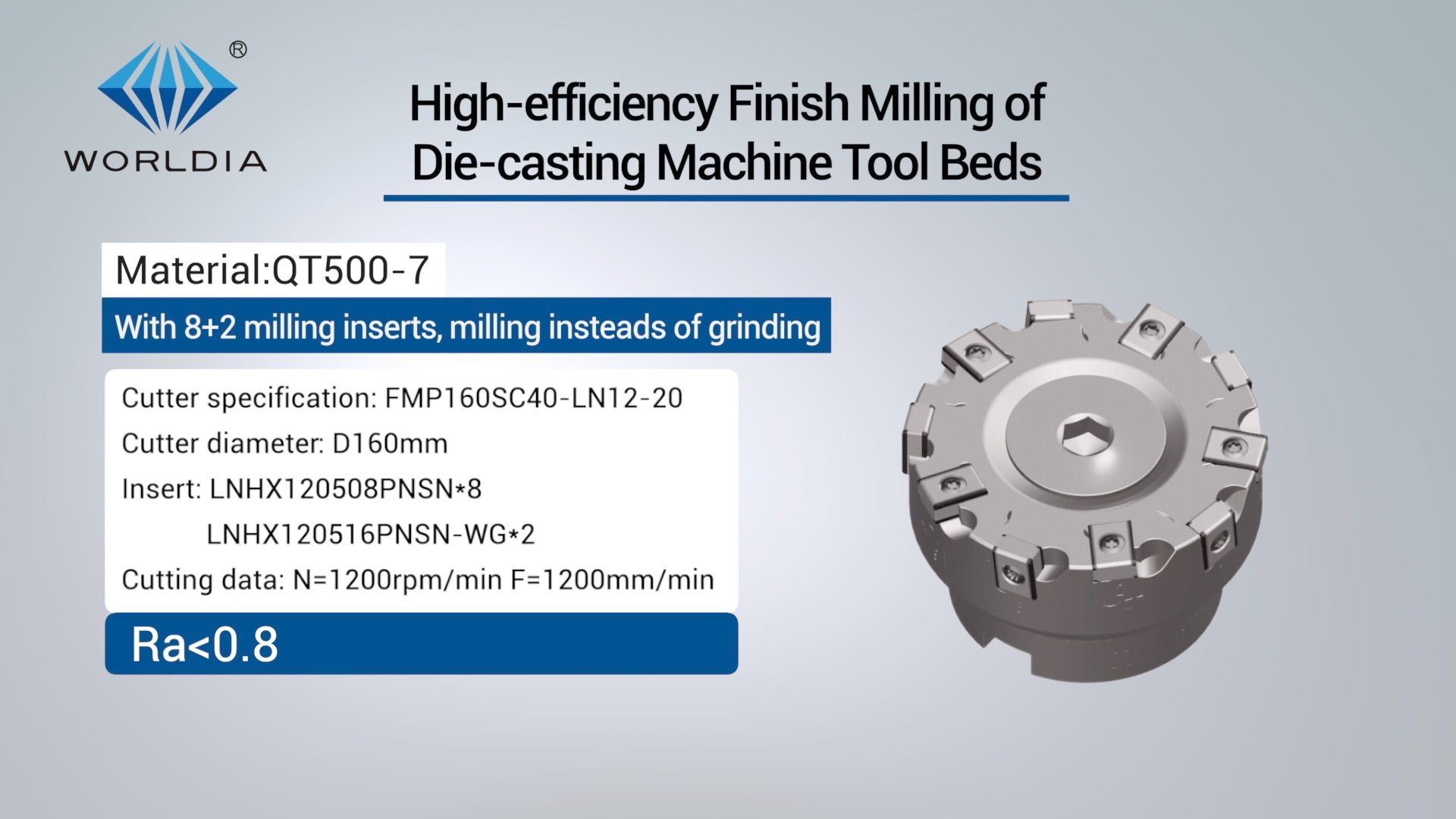
Un client de Wolrdia a cherché à améliorer l'efficacité du traitement du lit d'une machine de coulée sous pression en fer ductile QT500-7. La méthode initiale impliquait le fraisage rugueux suivi du broyage de finition, mais cette approche était inefficace et ne répondait pas à la précision de surface requise. Malgré les tests de divers types d'alliages et d'outils super durs, le client n'a pas pu atteindre les résultats de traitement souhaités.
-
-
- Solution de Worldia
-
La solution Worldia utilise une fraise FMP-LN de diamètre D160mm (fraise : FMP160SC40-LN12-20) et des inserts de fraise (LNHX120508PNSN et LNHX120516PNSN-WG).
-
-
- Données de coupe
-
N = 1200rpm / min F = 1200mm / min
-
-
- Résultat de coupe
-
Les outils Worldia ont montré des performances exceptionnelles en obtenant une rugosité de surface remarquable de Ra < 0,8 après des tests rigoureux. En conséquence, nos outils ont traité efficacement six lits de machines-outils en utilisant le fraisage au lieu de le broyage, améliorant considérablement l'efficacité du traitement et répondant au client’ exigences spécifiques.
-
-
- Résumé
-
Le boîtier met en évidence les performances remarquables de la fraise à épaule carrée Warldia FMP-LN dans l'usinage de grandes coulées de fer. Grâce à une sélection soigneuse des outils et à une optimisation des paramètres, nous avons obtenu un processus de fraisage efficace pour remplacer le broyage, ce qui a entraîné des avantages économiques importants pour le client. Ce succès illustre encore Worldia’ s expertise professionnelle et capacités innovantes dans les outils de coupe super-durs.
Suivez Worldia pour les dernières tendances et nouvelles sur les outils de coupe! We’ Vous êtes ici pour vous tenir informé et inspiré.
www.worldia-tools.com / info@worldia-tools.com
Très bien, abcbetthh… J'ai essayé. C'est assez standard, mais ils ont quelques jeux que j'aime. Peut-être vaut-il la peine d'un peep si vous’ à la recherche de variété. abcbetthh
Lucky917game, appelant tous les joueurs! J'ai fait un tour et j'ai obtenu quelques victoires. Vale la peine de vérifier si votre chance est bonne sur lucky917game! chanceuse917jeu
Mmy ? Je n'en ai jamais entendu parler jusqu'à aujourd'hui. Donnez un coup d'œil rapide au site. Il semble légitime, mais il faut plus de temps pour former une opinion. Faites-moi savoir ce que vous pensez ! Mmy
Faut-il examiner [url= https://kapsulnyj-dom-1.ru ]capsule house[/url] comme un logement permanent ou seulement comme une option de vacances?
Какие протоколы шифрования использует современный [url=https://vpn-1.ru]vpn[/url]?
Что значит утечка DNS при использовании [url=https://vpn-1.ru]vpn[/url]?
Comment savoir si une [url=https://marketingovoe-agentstvo-1.ru]agence de marketing[/url] travaille honnêtement et n'exagère pas ses performances ?
Pourquoi les [url=https://domashnie-zhivotnye-1.ru]animaux de compagnie[/url] aiment-ils tant les boîtes et les petits abris ?
[url=https://prodvizhenie-sajta-s-garantiej.ru]Promotion de site web avec garantie[/url] – est-ce un stratagème marketing ou une pratique réelle ?
Quelles requêtes dois-je utiliser pour commencer [url=https://prodvizhenie-molodyh-sajtov.ru]promouvoir de jeunes sites web[/url] — à basse fréquence ou à moyenne fréquence ?
Comment choisir un forfait lors de la décision de [url=https://zakazat-prodvizhenie-sajta.ru]commander la promotion de votre site web[/url] : forfait de base ou forfait complet ?
Comment les animaux de compagnie font-ils face au stress après un changement de propriétaire ?
Comment la [url=https://geo-prodvizhenie-sajta.ru]géopromotion d'un site web[/url] aide-t-elle lors de l'ouverture d'un nouvel établissement ?
Il est essentiel de faire preuve de prudence lors de l'utilisation de services d'encaissement de cartes de crédit. Il est important de choisir une entreprise fiable et de prendre une décision basée sur des informations fiables. Opter pour une entreprise reconnue, en tenant compte de votre situation financière, sera la meilleure solution. sociétés d'encaissement de cartes de crédit
Comment comparer plusieurs CP avant de [url=https://zakazat-prodvizhenie-sajta.ru]commander une promotion sur un site Web[/url] ?
Je recherchais des informations concernant les entreprises de fraude à la carte de crédit et je suis tombé sur ceci. sociétés d'encaissement de cartes de crédit
J'ai pris plaisir à lire les informations concernant la certification nationale de soins de la peau de Busan. Licence nationale de soins de la peau de Busan
Pourquoi les animaux de compagnie ne reconnaissent-ils parfois pas un nouveau membre de la famille ?
Quel est le lien entre [url=https://seo-optimizaciya-i-prodvizhenie-sajtov.ru]optimisation SEO et promotion de sites Web[/url] – est-ce la même chose ?
[url=https://sozdanie-sajtov-1.ru]Création de site web[/url] — Vaut-il mieux refondre un site web existant ou est-il plus facile de partir de zéro ?
Comment mesurer le retour sur investissement lorsqu'on travaille avec le modèle [url=https://seo-pod-klyuch.ru]SEO clé en main[/url] ?
Comment l'analyse concurrentielle aide-t-elle lors du lancement de la [url=https://seo-prodvizhenie-molodogo-sajta.ru]promotion SEO d'un jeune site web[/url] ?
Comment l'optimisation SEO du site web [url=https://seo-optimizaciya-sajta.ru]affecte-t-elle le classement dans les recherches mobiles ?
L'utilisation des avances de fonds par carte de crédit est pratique, mais il est essentiel de prendre en compte les questions de sécurité. Un choix judicieux est donc primordial. Il pourrait être judicieux d'envisager d'autres solutions financières. sociétés d'encaissement de cartes de crédit
Merci de partager ce contenu. limite de carte de crédit
Retirer de l'argent de sa carte de crédit est une solution pratique en cas de besoin urgent de liquidités, mais il faut tenir compte des taux d'intérêt et des frais élevés. Il est essentiel de bien réfléchir avant d'utiliser des liquidités et de prendre une décision en fonction de sa situation financière. Cela m'a été très utile pour structurer mes idées. Encaissement par carte de crédit
Ces informations sont utiles. Je vais me renseigner auprès du service de dermatologie d'Ilsan. Dermatologie Ilsan
Je l'ai lu jusqu'au bout parce que le sujet m'intéressait. Encaissement par carte de crédit
Je l'ai lu jusqu'au bout parce que le sujet m'intéressait. Encaissement par carte de crédit
Je l'ai lu jusqu'au bout parce que le sujet m'intéressait. Encaissement par carte de crédit