What Makes Polycrystalline Diamond Inserts Different from Carbide Inserts?
Composition and Material Structure
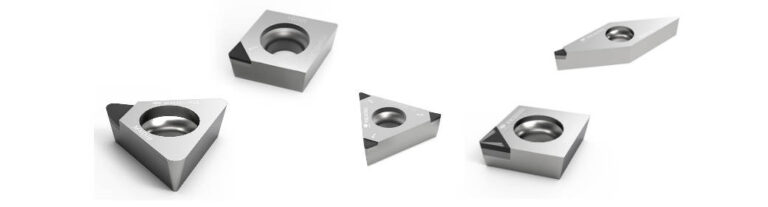
Polycrystalline diamond inserts come from synthetic diamond particles. These particles get sintered together at high temperature and pressure. The process forms a solid mass. It creates a very hard material. This material offers strong wear resistance and good thermal conductivity. Polycrystalline diamond consists of diamond particles along with cemented carbide substrates. They are sintered at high temperature and high pressure. This combines the wear resistance of diamond with the strength of cemented carbide. The composite structure mixes small diamond grains. These grains deliver extreme hardness. It also includes a metallic binder. This binder adds toughness.
Carbide inserts usually consist of tungsten carbide particles. These particles bond with cobalt. The mix gives good toughness and decent hardness. Yet it does not match the wear resistance of PCD. Cemented carbide forms through powder metallurgy. It uses hard compounds of refractory metals and a binder. Cemented carbide shows high hardness, wear resistance, strength, toughness, heat resistance, and corrosion resistance.
The clear difference in microstructure affects how each material behaves during machining. Tungsten carbide tools handle heavy loads well. PCD tools perform best in precision work. They deliver a fine surface finish and accurate dimensions.
How Material Properties Affect Cutting Efficiency
PCD gives hardness second only to monocrystalline diamond. It keeps sharp edges during cuts on abrasive materials. These materials include aluminium-silicon alloys and carbon fibre composites. The hardness causes very little tool wear. Performance stays consistent over long runs.
Carbide inserts are not as hard as PCD. They show better fracture toughness instead. This makes them fit for interrupted cuts or jobs with changing loads. They absorb impact without chipping and work well for roughing ferrous materials.
Thermal conductivity matters for cutting efficiency, too. PCD moves heat away from the cutting zone quickly. This cuts down thermal deformation and lengthens tool life. Carbide tools conduct heat less effectively. Edge temperatures can rise during long operations.
How Does Tool Life Compare Between PCD and Carbide Inserts?
Factors That Influence Tool Longevity
Tool life depends on workpiece material, cutting speed, feed rate, and cooling. PCD tools stay sharp longer on non-ferrous metals or composites. They show little chemical reaction with these materials. Carbide tools may wear faster in abrasive conditions. They hold up well on steel because they resist diffusion wear.
PCD tools show excellent hardness. They also deliver strong heat transfer. Friction stays low during work. Heat expansion remains minimal. Chemical stability holds up well with non-ferrous metals and non-metallic materials. These qualities make PCD tooling last longer than standard tungsten carbide inserts.
When Does PCD Outperform Carbide in Durability?
In continuous machining of aluminium engine blocks or copper parts, PCD can last 10 to 100 times longer than carbide. Its abrasion resistance stands out. Lower friction at the contact point keeps temperatures down. Edge wear stays minimal even at higher speeds.
Industries that need tight tolerances over long runs, such as aerospace or automotive, benefit from PCD inserts. Dimensions stay consistent across extended production without frequent tool changes.
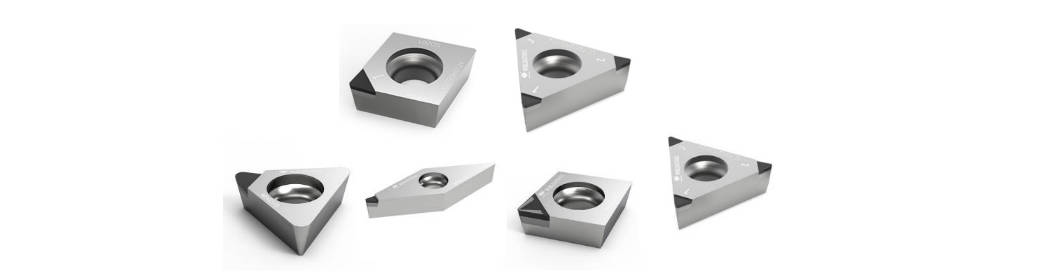
Worldia offers various PCD grades. These grades suit non-ferrous finishing tasks. They handle wood, MDF, MMC, silicon, aluminium alloys, carbide, hard rubber, and graphite. The tools keep strong performance in many production settings.

Where Are Polycrystalline Diamond Inserts Most Effective?
Applications Across Different Industries
PCD inserts see wide use in fields that require precise finishes and long tool life.
- Aerospace:They machine carbon fibre-reinforced polymers or titanium-aluminium alloys. Dimensional stability stays important here.
- Automotive:They finish aluminium engine blocks, transmission housings, and lightweight chassis parts. Smooth surfaces help with assembly fit.
- Electronics:They trim silicon wafers or ceramic substrates in semiconductor work.
How Do Cutting Conditions Impact Performance?
Control of spindle speed and feed rate supports steady chip formation. It also prevents excess heat that could harm the diamond layer. Coolant used the right way improves surface finish and extends insert life by keeping temperatures in check at the cutting interface.
Incorrect settings can lead to issues. Examples include cutting too deeply or using poor lubrication. These often cause early chipping. They may also cause the PCD layer to delaminate. Proper operating conditions help avoid such problems. They maximise output. They also improve tool life with PCD tooling.
What Are the Economic Advantages of Using PCD Tools Over Carbide?
Cost vs. Performance Analysis
PCD inserts cost more upfront than standard carbide tools. Their longer life cuts down on replacement needs over time. Longer runs between changes reduce downtime in automated lines.
Consistent quality across many parts per edge lowers scrap and rework. These factors bring real savings in high-volume production.
Environmental and Operational Benefits
Each polycrystalline diamond insert lasts much longer than regular tools. Fewer replacements mean less waste from the manufacturing process. Lower friction during PCD machining reduces energy use per part.
These benefits support cost savings and sustainability targets. They cut material waste while raising overall productivity through better durability of our polycrystalline diamond burs and inserts.
Worldia’s Expertise in Polycrystalline Diamond Inserts
Overview of Worldia’s Product Lineup
Worldia develops advanced superhard materials for current manufacturing needs. Through ongoing technical work, we have improved the design and production of PCBN, PCD, and CVD inserts. Our lineup covers turning inserts, milling inserts, reamers, drilling tools, engraving bits, and custom solutions. These serve many sectors from electromobility parts to aerospace structures.
We maintain a wide range of PCD, CBN, and CVD diamond tools. Strong stock availability from Germany and local technical support ensures fast delivery and expert help with tool choice worldwide.
Why Choose Worldia’s PCD Tools?
Our PCD tools are made with advanced sintering methods. These methods create an even distribution of diamond grains in each insert. The result is better durability under continuous loads. Optimised shapes give fine surface finishes at high speeds and slow wear along the edge.
We supply full technical support through skilled engineers. They help customers pick the right grade for the workpiece, whether aluminium alloys or composite laminates. This ensures top results from every PCD insert on the shop floor.
FAQ
Q: Can polycrystalline diamond inserts be used on steel materials?
A: They are generally not recommended. At temperatures above 700°C to 800°C, diamonds react chemically with iron-based alloys. This leads to fast wear or damage at the cutting edge.
Q: How do I know when to replace a PCD insert?
A: Signs include higher spindle load during use, poorer surface finish on parts, or small chips visible along the edges during checks.
Q: Are polycrystalline diamond inserts worth investing in for small-scale production?
A: Yes, especially when machining non-ferrous metals where accuracy counts. Even short runs gain from fewer tool changes and steady dimensional precision across finished parts with our Worldia polycrystalline diamond cutting tools.